Imagine you have multiple identical parts that require holes to be drilled at the same precise locations. How would you go about doing so? You can try and use a modern multi-axis CNC machine or a manual 3-axis machine. However, both of these methods require machines and highly skilled operators that can be prohibitively expensive to maintain. To lower operating and capital costs under most conditions, a simple single axis machine, such as a drill press, can be used with a well designed indexing jig and fixture that can produce multiple precisely located holes on parts repetitively at a fraction of the cost compared to the other methods.
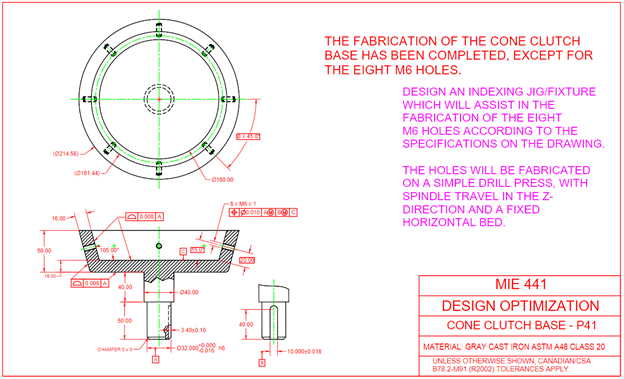
In a 4th year Design Optimization course at the University of Toronto, I was tasked with tackling this exact challenge – design an indexing jig and fixture to fabricate eight precisely located M6 holes on multiple identical cone clutch bases (shown in Figure 1).
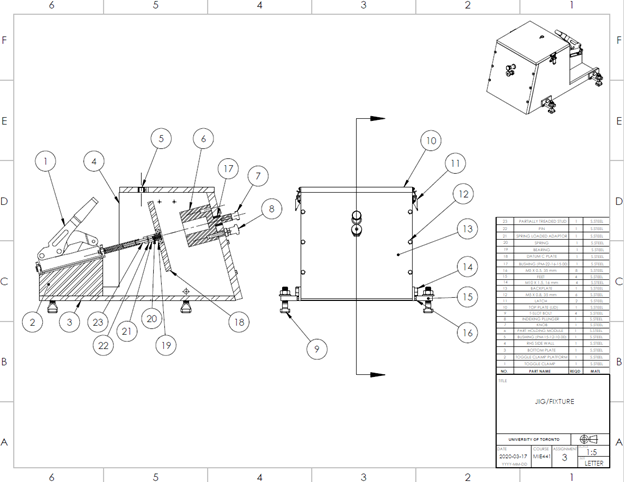
Description of Design
The design of the jig and fixture consists of the following major components shown in Figure 2: fixed/static backplate (13), indexing plunger (8), part holding module (6), “datum C plate” (18), and toggle clamp (1). The indexing plunger is fixed onto the backplate below the turning knob of the part holding module. The part holding module (PHM) is also integrated into the backplate and can rotate axially with respect to the backplate. The “datum C plate” attaches to one end of the toggle clamp shaft via a bearing (19), spring-loaded bearing-to-stud adaptor (21) and a partially threaded stud (23). The bearing allows the “datum C plate” to rotate about the same axis as the one the PHM rotates about. The toggle clamp facilitates the movement of the “datum C plate” along the axis of its rotation, allowing for the part to be “clamped” into position.